
Háhraða PE PP (PVC) bylgjupappaþrýstilína










Lýsing
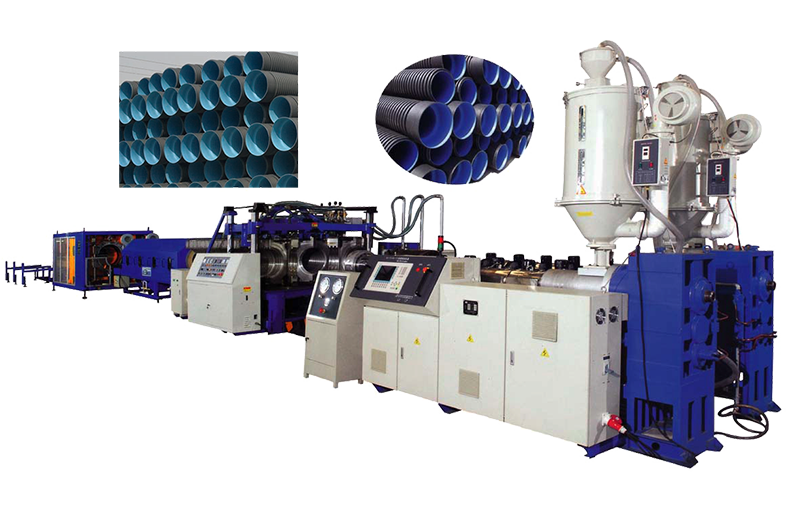
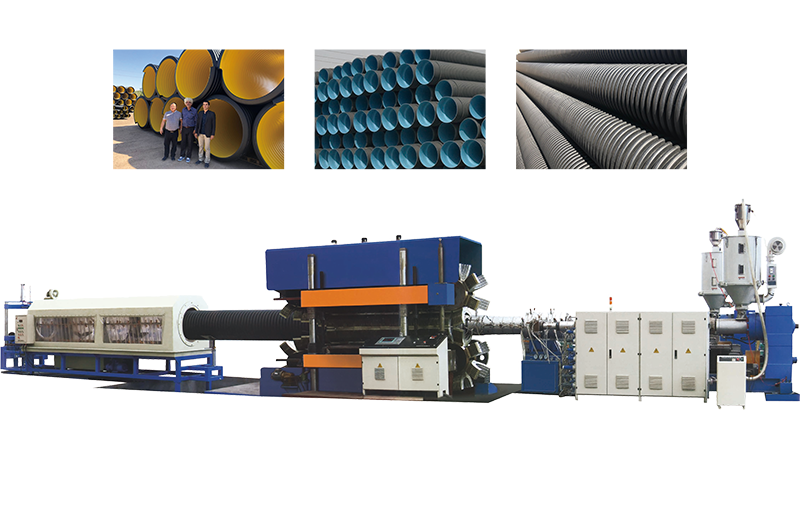
Vél fyrir bylgjupappa úr plasti er notuð til að framleiða bylgjupappa úr plasti, sem eru aðallega notaðar í frárennsli í þéttbýli, skólpkerfum, þjóðvegaverkefnum, vatnsverndarverkefnum í landbúnaði, og er einnig hægt að nota í flutningsverkefnum fyrir efnafræðilega námuvinnslu, með tiltölulega fjölbreyttu notkunarsviði. Vél fyrir bylgjupappa hefur kosti eins og mikla afköst, stöðuga útdrátt og mikla sjálfvirkni. Hægt er að hanna útdráttarvélina í samræmi við sérstök skilyrði efnis notandans, svo sem PE PP eða PVC. PE PP tvöfaldar veggja bylgjupappaútdráttarlínur nota nýja gerð af afkastamiklum ein-/tvöföldum skrúfuútdráttarvélum. PVC bylgjupappavélin notar stóra flata tvöfalda eða keilulaga tvöfalda útdráttarvél. Með einu lagi og tveimur lögum að eigin vali. Til að búa til tvöfalda veggja bylgjupappa eru til tvær gerðir,lárétt tvöfaldur veggur bylgjupappa útdráttarlínaogLóðrétt tvöföld vegg bylgjupappa útdráttarlína.
Ferliflæði
Hráefni → Blöndun → Tómarúmsfóðrari → Plastþurrkur → Útdráttarvél → Útdráttarmót → Mótunarmót → Vatnskæling Mótunarvél → Úðakælivatnstankur → Skurðarvél → Staflari
Eiginleikar og kostir
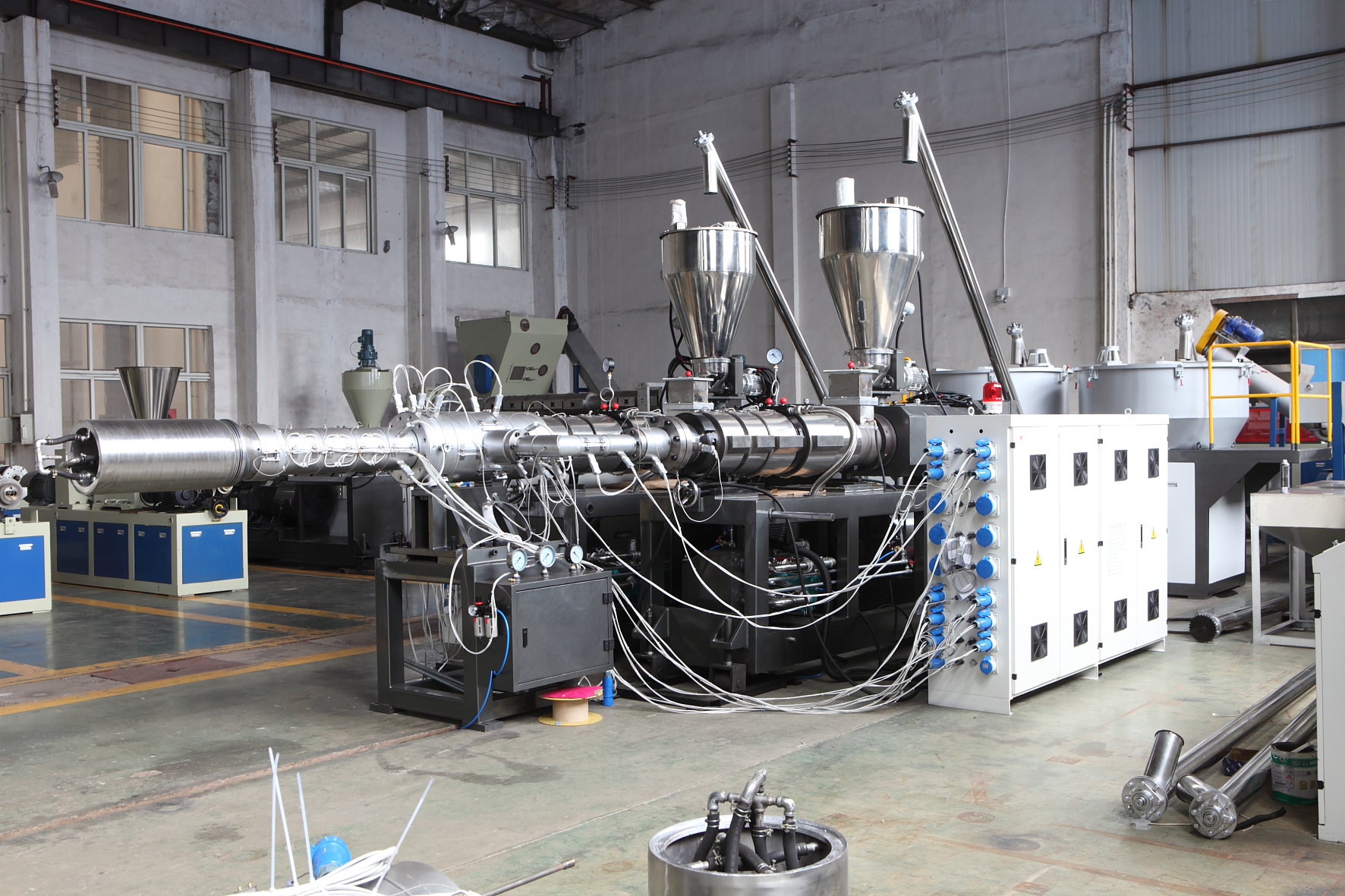
1. HDPE notar nýja gerð af afkastamiklum ein-/tvíþættum skrúfupressum og PVC notar stóra, flata tvíþætta eða keilulaga tvíþætta extrudera. Stórar keilulaga tvíþættar eða samsíða tvíþættar skrúfupressur geta náð framúrskarandi mýkingu við lágt hitastig og stöðugri extruderingu.
2. Kælingaraðferð einingarinnar er þvinguð vatnskæling, sem bætir kælihraða einingarinnar til muna til að ná fram miklum framleiðsluhraða.
3. Bylgjupappapípulínan, einnig kölluð tvöföld veggja bylgjupappapípuvél, getur framkvæmt beinskiptingu til að tryggja að ýmsir eiginleikar myndaðrar pípu uppfylli staðla.
4. Innfluttur hlutfallsstillandi loki stillir myndunarþrýsting stöðugan og áreiðanlegan.
5. Lárétt bylgjupappa
6. Vinnupallurinn er þrívíddarstillanlegur.
7. Sjálfvirkt verndarkerfi ræsist og virkar aftur þegar slökkt er á því.
8. Sjálfvirk smurstöð
9. Mótblokkir eru úr sérstöku álfelgi og eru léttar, með mikinn styrk, góða slitþol og lítinn varmaþenslustuðul.
10. Loftkæling og vatnskæling fyrir vel kælingu bylgjupappa sem mynda pípu hratt.
11. Skurðarvélin fyrir bylgjupappa hefur þá kosti að vera mjög nákvæm og ryklaus.
12. Öll línan notar PLC örtölvustýrikerfi sem getur sýnt bræðsluhitastig og þrýsting, myndunarhraða, villuviðvörun og hefur einnig geymslurými fyrir grunnferlið.
Nánari upplýsingar

Einföld skrúfupressa fyrir PE/PP
Við höfum þróað L/D hlutfallið 38:1 miðað við 33:1 hlutfall fyrir skrúfuhönnun. Í samanburði við 33:1 hlutfallið hefur 38:1 hlutfallið 100% mýkingar, eykur framleiðslugetu um 30%, dregur úr orkunotkun um allt að 30% og nær næstum línulegri útdráttarafköstum. Við notum L/D hlutfallið 38:1 skrúfu fyrir nýtt efni og L/D 33:1 skrúfu fyrir endurunnið efni.
Simens snertiskjár og PLC
Notið forrit sem fyrirtækið okkar hefur þróað, látið ensku eða önnur tungumál vera slegið inn í kerfið.
Spíralbygging tunnu
Fóðrunarhluti tunnu notar spíralbyggingu til að tryggja stöðugt efnisfóðrun og einnig auka fóðrunargetu.
Sérstök hönnun skrúfunnar
Skrúfan er hönnuð með sérstakri uppbyggingu til að tryggja góða mýkingu og blöndun. Óbrætt efni kemst ekki í gegnum þennan hluta skrúfunnar.
Loftkældur keramikhitari
Keramikhitari tryggir langan líftíma. Þessi hönnun er til að auka snertiflötinn sem hitinn kemst í snertingu við loftið. Til að ná betri loftkælingaráhrifum.
Hágæða gírkassi
Gírnákvæmni skal tryggð í 5-6 bekk og lágt hávaða undir 75dB. Samþjappað skipulag en með miklu togi.
Keilulaga tvískrúfuþrýstibúnaður fyrir PVC
Bæði keilulaga tvísnúðspressur og samsíða tvísnúðspressur geta verið notaðir til að framleiða PVC. Með nýjustu tækni er hægt að lækka afköst og tryggja afköst. Samkvæmt mismunandi formúlum bjóðum við upp á mismunandi skrúfuhönnun til að tryggja góð mýkingaráhrif og mikla afköst.

Útdráttarmót
Bæði ytra lagið og innra lagið eru pressuð inn í deyjahausinn. Hver efnisrennslisrás inni í deyjahausnum er jafnt staðsett. Hver rás er hitameðhöndluð og spegilslípuð til að tryggja greiðan flæði efnisins. Deyjahausinn veitir einnig þrýstiloft á milli laganna. Kvörðunarhylki er notað til að kæla innra lagið til að mynda slétt og flatt rör að innan. Þrýstivatn rennur inn í kvörðunarhylkið til að hafa góða kælingu. Lofttæmi myndast á yfirborði kvörðunarhylkisins þegar stór rör eru framleidd til að tryggja að innri rörið sé kringlótt.
Mótun moldar
CNC-vinnsla tryggir nákvæmar víddir. Lofttæmislögn og vatnskælingarrás með stóru flæðisþversniði tryggja stöðuga, hágæða og skilvirka framleiðslu. Efni einingarinnar er úr mjög sterku álfelgi með mikla varmaleiðni, mikla hörku og mikla slitþol. Uppbygging einingarinnar notar samþætt þrýstisteypuferli, með þéttari áferð og meiri varmastöðugleika. Innri yfirborðsmeðhöndlun einingarinnar bætir styrk og hörku einingarinnar, sem stuðlar að fullkominni myndun öldna. Mótið notar CNC-vinnslu til að tryggja nákvæmni og slétta virkni.


Vatnskælingarmyndunarvél
Vatnskælingarvél er notuð til að setja upp og færa bylgjupappamót, lofttæmi myndast til að draga í sig ytra lagið í bylgjupappamótið til að mynda bylgjupappaform. Með því að færa bylgjupappamótið er pípan einnig dregin út úr bylgjupappamótinu.
Sjálfvirkt smurningarkerfi
Smyrjið gírin sjálfkrafa til að bylgjupappamótið hreyfist vel.
Gírstöng fyrir gírkassa
Gírstöngin er sett efst á bylgjupappamótið. Allir gírstöngarnir eru nítraðir og hitaðir, sem þolir langvarandi slit.
Efri stillingarkerfi
Rafræn stilling á efri grindinni fyrir mismunandi stærðir bylgjupappa. Með fjórum súlum tryggir þú stöðuga og nákvæma stillingu.
Spennustillingarkerfi
Til að stilla þéttleika hreyfingar mótsins skaltu láta mótið hreyfast mjúklega.
Hlutfallsloki
Til að stjórna lofti stöðugri og nákvæmari, til að mynda góða pípu- og innstunguform.
Kælikerfi fyrir mót
Með bæði vatnskælingu og loftkælikerfi, til að fá betri kælingaráhrif, góða og hraða pípumyndun.
UPS varaafl
Þegar rafmagnið fer af mun varaaflstöðin frá UPS veita bylgjupappunni rafmagn til að færa pípuna úr kvörðunarhylkinu. Til að koma í veg fyrir að pípan festist í kvörðunarhylkinu eftir að pípan kólnar og rýrnar.
Úðakælivatnstankur
Kælitankurinn er notaður til að kæla pípuna frekar.
Hjálparflutningur
Með auka dráttarbúnaði er einnig togbúnaðurinn sveigjanlegur. Til að draga rörið lengra.
Gæða úðastút
Gæðaúðastútar hafa betri kælingaráhrif og eru ekki auðveldlega stíflaðir af óhreinindum.
Vatnstanksía
Með síu í vatnstankinum til að forðast stór óhreinindi þegar vatn utan frá kemur inn.


Skurðarvél fyrir bylgjupappa
Skurðarvélin fyrir bylgjupappa er mjög nákvæm og ryklaus.
Klemmubúnaður úr áli
Notið álklemmubúnað fyrir mismunandi pípustærðir. Hver stærð hefur sinn eigin klemmubúnað, engin þörf á að breyta miðjuhæðinni þegar kemur að mismunandi pípustærðum.
Samstillingarkerfi
Skurðarstöðin er knúin áfram af mótor og inverter. Meðan á skurðarferlinu stendur skurðarstöðin samstillt við bylgjupappann til að koma í veg fyrir aflögun pípunnar.
Tvöfaldur hnífsskurður
Með tveimur hnífum sem skera saman, til að tryggja að endi falsins sé alveg skorinn af.
Staflari
Til að styðja við og afferma rör. Hægt er að aðlaga lengd staflara.
Til að styðja við og afferma rör. Hægt er að aðlaga lengd staflara.
Til að færa bylgjupappapípuna mjúklega á staflaranum setjum við heilt ryðfrítt stál á yfirborð staflarans.
Til að vefja rörið saman í rúllu, auðvelt í geymslu og flutningi. Venjulega notað fyrir rör undir 110 mm stærð. Hægt er að velja um eina eða tvær stöðvar.

Tæknilegar upplýsingar
| Fyrirmynd | Pípustærð (mm) | Útdráttarvél | Afköst (kg/klst) | Hraði (m/mín) | Heildarafl (kW) | Mót (pör) | Kælikerfi |
| SGB250 | 90-250 | SJ65 SJ75 | 300 | 1-4 | 150 | 48 | Loftkæling og vatnskæling |
| SGB500 | 200-500 | SJ75 SJ90 | 600 | 1-4 | 200 | 40 | Loftkæling og vatnskæling |
Tengdar vörur
-

Háframleiðsla keilulaga tvískrúfuþrýstibúnaður
Einkenni SJZ serían keilulaga tvískrúfupressuvél, einnig kölluð PVC-pressa, hefur kosti eins og nauðungarpressu, hágæða, mikla aðlögunarhæfni, langan endingartíma, lágan klippihraða, harða niðurbrot, góða blöndunar- og mýkingaráhrif og beina mótun duftefnis og fleira. Langar vinnslueiningar tryggja stöðuga ferla og mjög áreiðanlega framleiðslu í mörgum mismunandi forritum, notaðar fyrir PVC pípupressulínur, PVC bylgjupappa pípupressulínur, PVC WPC ...
-

Hágæða einskrúfuþrýstibúnaður
Einkenni Einföld skrúfuplastpressuvél getur unnið úr alls kyns plastvörum, svo sem rörum, prófílum, plötum, spjöldum, þráðum, holum vörum og svo framvegis. Einföld skrúfupressa er einnig notuð í kornvinnslu. Hönnun einföldu skrúfupressuvélarinnar er háþróuð, framleiðslugetan er mikil, mýkingin er góð og orkunotkunin er lítil. Þessi pressuvél notar harða gírflöt fyrir gírskiptingu. Pressuvélin okkar hefur marga kosti. Við m...
-

Háframleiðsla PVC skorpu froðuplötu útdráttarlína
Framleiðslulína fyrir PVC-skorpufroðuplötur er notuð fyrir WPC vörur, svo sem hurðir, spjöld, plötur og svo framvegis. WPC vörur eru óbrjótanlegar, aflögunarfríar, skordýraskemmdaþolnar, góðar eldvarnareiginleikar, sprunguþolnar og viðhaldsfríar o.s.frv. Ma Process Flow Skrúfuhleðslutæki fyrir blöndunartæki → Blöndunareining → Skrúfuhleðslutæki fyrir extruder → Keilulaga tvískrúfuþrýstimót → Mót → Kvörðunarborð → Kælibakka → Dráttarvél → Skerivél → Útfellingarborð → Lokaafurðaskoðun og ...
-

Háafköst PVC (PE PP) og viðarplötuútdráttar...
Framleiðslulína fyrir WPC veggplötur er notuð fyrir WPC vörur, svo sem hurðir, spjöld, plötur og svo framvegis. WPC vörur eru óbrjótanlegar, aflögunarfríar, skordýraeiturþolnar, góðar eldvarnareiginleikar, sprunguþolnar og viðhaldsfríar o.s.frv. Ferliflæði Skrúfuhleðslutæki fyrir blöndunartæki → Blöndunartæki → Skrúfuhleðslutæki fyrir extruder → Keilulaga tvískrúfuþrýstingsvél → Mót → Kvörðunarborð → Dráttarvél → Skerivél → Útfellingarborð → Lokaafurðaskoðun og pökkun ...
-

Háframleiðsla PVC prófílútdráttarlína
Notkun PVC prófílvél er notuð til að framleiða alls konar PVC prófíla eins og glugga- og hurðaprófíla, PVC vírstokka, PVC vatnsrennur og svo framvegis. PVC prófílútdráttarlína er einnig kölluð UPVC gluggaframleiðsluvél, PVC prófílvél, UPVC prófílútdráttarvél, PVC prófílframleiðsluvél og svo framvegis. Ferli flæði Skrúfuhleðslutæki fyrir blöndunartæki → Blöndunareining → Skrúfuhleðslutæki fyrir útdráttarvél → Keilulaga tvískrúfuútdráttarvél → Mót → Kvörðunarborð → Afdráttarvél → Skerivél → Útfellingarflipi...
-
Aðrar pípuútpressunarlínur til sölu
Vél fyrir stálvírgrind styrkt plast samsett pípur Tæknilegar upplýsingar Gerð Pípusvið (mm) Línuhraði (m/mín) Heildar uppsetningarafl (kw LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Pípustærð HDPE Heil pípa Stálvírgrind styrkt plast samsett pípa Þykkt (mm) Þyngd (kg/m) Þykkt (mm) Þyngd (kg/m) φ200 11,9 7,05 7,5 4,74 ...
-
Hágæða PPR pípuútdráttarlína
Lýsing PPR pípuvélin er aðallega notuð til að framleiða PPR heita og kaldvatnspípur. PPR pípuútdráttarlínan samanstendur af útdráttarvél, mót, lofttæmiskvörðunartanki, úðakælitanki, frádráttarvél, skurðarvél, staflara og svo framvegis. PPR pípuútdráttarvélin og frádráttarvélin nota tíðnihraðastýringu, PPR pípuskurðarvélin notar flíslausa skurðaraðferð og PLC stjórnun, skurð með fastri lengd og skurðarflöturinn er sléttur. FR-PPR glerþráðar PPR pípa er samsett úr þremur...
-

Háframleiðsla PVC pípuútdráttarlína
Notkun PVC pípugerðarvél er notuð til að framleiða alls konar UPVC pípur fyrir vatnsveitu og frárennsli í landbúnaði, vatnsveitu og frárennsli í byggingum og kapallagningu o.s.frv. PVC pípugerðarvél framleiðir pípuþvermál á bilinu: Φ16mm-Φ800mm. Þrýstipípur Vatnsveita og flutningur Áveitupípur í landbúnaði Þrýstilausar pípur Frárennsli í byggingum Kapalleiðslur, leiðslupípur, einnig kallaðar PVC leiðslupípugerðarvél Ferliflæðisskrúfuhleðslutæki fyrir blöndunartæki→ ...
-

Háhraða, skilvirk PE pípuútdráttarlína
Lýsing HDPE pípuvélin er aðallega notuð til að framleiða landbúnaðaráveitupípur, frárennslispípur, gaspípur, vatnsveitupípur, kapalrörpípur o.s.frv. PE pípuútdráttarlínan samanstendur af pípuútdráttarvél, pípuformum, kvörðunareiningum, kælitanki, frádráttarvél, skera, staflara/rúllubúnaði og öllum aukahlutum. HDPE pípuframleiðsluvélin framleiðir pípur með þvermál frá 20 til 1600 mm. Pípan hefur nokkra framúrskarandi eiginleika eins og hitaþol, öldrunarþol, mikinn vélrænan styrk...



